
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
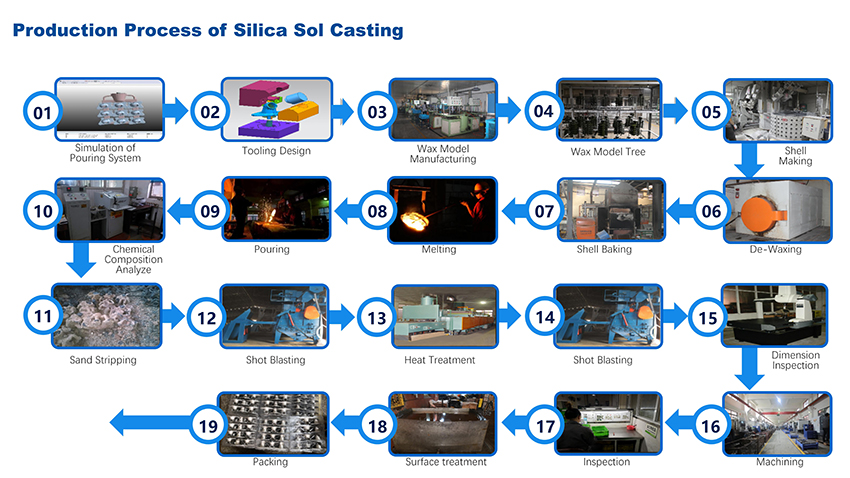
సిలికా సోల్ ప్రెసిషన్ కాస్టింగ్ యొక్క ఆపరేషన్ దశలు
యొక్క ఆపరేషన్ ప్రక్రియసిలికా సోల్ ప్రెసిషన్ కాస్టింగ్ఈ క్రింది విధంగా పరిచయం చేయబడింది:
1. పరికరాలు మరియు ఉష్ణోగ్రత నియంత్రణ సాధనాలు సాధారణ ఆపరేషన్లో ఉన్నాయో లేదో తనిఖీ చేయండి.
2. డీవాక్సింగ్ కెటిల్ నుండి కోలుకున్న పాత మైనపు ద్రవాన్ని ఫిల్టర్ ట్యాంక్లో పోసి ఫిల్టర్ చేయండి; అప్పుడు నిలబడి ఉన్న బకెట్ 1కి పంపండి మరియు 90 ° C కంటే తక్కువ ఉష్ణోగ్రత వద్ద 6-8 గంటలు నిలబడనివ్వండి.
3. నిలబడి మరియు అవక్షేపించిన నీటిని తీసివేసిన తర్వాత, నీటి తొలగింపు బకెట్లో మైనపు ద్రవాన్ని పోయాలి.
4. బకెట్లోని మైనపు ద్రవాన్ని తీసివేసి, 110-120 ° C వద్ద వెచ్చగా ఉంచండి మరియు మైనపు ద్రవ ఉపరితలంపై నురుగు లేనంత వరకు మిగిలిన నీటిని ఆవిరి చేయడానికి కదిలించు.
5. <60 మెష్ మెష్ ద్వారా నీటిని తీసివేసిన తర్వాత మైనపు ద్రవాన్ని ఫిల్టర్ చేయండి, ఆపై దానిని <90°C యొక్క స్టాటిక్ బారెల్ IIలో ఉంచండి మరియు 12 గంటల కంటే ఎక్కువ వేడిగా ఉంచండి.
6. ప్రతి నీటిని తీసివేసే బకెట్ మరియు నిలబడి ఉన్న బకెట్ దిగువన ఉన్న అవశేష నీరు మరియు ధూళిని క్రమం తప్పకుండా ఖాళీ చేయాలి.
7. స్టాటిక్ బారెల్ IIలో ప్రాసెస్ చేయబడిన రీసైకిల్ చేసిన మైనపు ద్రవాన్ని మెటీరియల్ ట్యూబ్ వాక్స్ ప్రెస్సింగ్ మెషిన్ యొక్క ఇన్సులేషన్ బారెల్కు ప్రధాన ఉత్పత్తి ట్యూబ్ (రన్నర్)గా ఉపయోగించేందుకు పంపండి.
8. పాత మైనపు పదార్థం యొక్క పనితీరు మరియు మైనపు వినియోగ పరిస్థితి ప్రకారం, అధిక-నాణ్యత రైల్వే కాస్టింగ్ల కోసం ఎప్పటికప్పుడు స్టాటిక్ బారెల్ IIకి కొత్త మైనపు జోడించబడుతుంది, సాధారణంగా దాదాపు 3%-5%.
సిలికా సోల్ ప్రెసిషన్ కాస్టింగ్ పరిమాణం చాలా పెద్దది కాదు మరియు ఖచ్చితత్వం కోసం అవసరాలు చాలా ఎక్కువగా లేవు. అయితే, అల్యూమినియం ఫ్రేమ్ టిన్-బిస్మత్ను ఉపయోగించే సమయంలో అచ్చుగా ఉపయోగించవచ్చు మరియు ఈ అచ్చు బరువు సాపేక్షంగా భారీగా ఉంటుంది. ఇందులో బిస్మత్ ఉండడమే ప్రాథమిక కారణం. .
సిలికా సోల్ ప్రెసిషన్ కాస్టింగ్ కాంప్లెక్స్ మోల్డ్ తయారీ సమయం తక్కువగా ఉంటుంది, కొంత మేరకు ఉత్పత్తి ఖర్చులు ఆదా అవుతాయి. సంక్లిష్టమైన సన్నని గోడల కాస్టింగ్ల కోసం, ఉత్పత్తి కేసింగ్ యొక్క శ్వాసక్రియను సమర్థవంతంగా మెరుగుపరచడానికి, సాధ్యమైన చోట గుంటలను ఏర్పాటు చేయవచ్చు.
సిలికా సోల్ కాస్టింగ్ ప్రాసెసింగ్సహేతుకంగా పోయడం వ్యవస్థను సెట్ చేయవచ్చు, ఇది ఒక నిర్దిష్ట మేరకు గాలిని పోయడం యొక్క ప్రవేశాన్ని సమర్థవంతంగా నిరోధించగలదు, ఇది అచ్చు కుహరంలో గాలిని విడుదల చేయడానికి మరింత అనుకూలంగా ఉంటుంది. పోయడం ప్యాకేజీ పరిమాణాన్ని తగ్గించడానికి తయారీ ప్రక్రియలో పోయడం ఉష్ణోగ్రతను తగిన విధంగా పెంచవచ్చు. నాజిల్ మరియు పోయడం కప్పు మధ్య దూరం.
విచారణ పంపండి



X
మీకు మెరుగైన బ్రౌజింగ్ అనుభవాన్ని అందించడానికి, సైట్ ట్రాఫిక్ను విశ్లేషించడానికి మరియు కంటెంట్ను వ్యక్తిగతీకరించడానికి మేము కుక్కీలను ఉపయోగిస్తాము. ఈ సైట్ని ఉపయోగించడం ద్వారా, మీరు మా కుక్కీల వినియోగానికి అంగీకరిస్తున్నారు.
గోప్యతా విధానం